Application of Laser Quenching Technology
Laser quenching technology and application Laser quenching technology is the use of focused laser beam rapid heating of steel surface, the phase change occurs, the formation of martensite hardened layer process.
Laser quenching high power density, cooling speed, do not need water or oil cooling medium, is a clean, fast quenching process. Compared with induction quenching, flame quenching and carburizing, the hardened layer of 3000mw laser pointer quenching is even and has high hardness (generally 1-3HRC higher than that of induction hardened), small deformation of the workpiece, easy control of the heating layer depth and heating track, and easy automation , do not need induction induction quenching, as the size of the corresponding induction coil design, the processing of large parts are not subject to carburizing and other chemical heat treatment chamber size restrictions, it is gradually replaced in many industrial areas induction hardening and chemical Heat treatment and other traditional processes.
It is especially important that the deformation of the workpiece before and after laser quenching is almost negligible, making it particularly suitable for the surface finish of parts requiring high precision. The depth of 500mw laser pointer hardened layer in accordance with the parts composition, size and shape and laser process parameters are different, generally in the range of 0.3 ~ 2.0mm. Large gear tooth surface, large shaft parts of the journal quenching, surface roughness remains unchanged, do not need follow-up machining to meet the needs of the actual working conditions. Laser fusion quenching technology is the use of laser beam to the substrate surface heated to above the melting temperature, due to the substrate within the cooling and cooling the molten layer surface rapid cooling and solidification crystallization process. The obtained fused-quenched microstructures were very dense and the microstructures along the depth direction were melted-solidified layer, phase-change hardened layer, heat-affected zone and substrate.
The laser cladding layer harder than the laser hardening layer depth, hardness, wear resistance is better. The inadequacies of this technology is that the roughness of the surface of the workpiece is damaged to a certain extent, generally requiring follow-up machining to recover. In order to reduce the roughness of the surface of the parts after the laser fusion treatment and reduce the subsequent processing volume, a special 2000mw laser pointer fused quenching coating is prepared to greatly reduce the surface roughness of the fused layer. Now the laser melting of the metallurgical industry, a variety of materials such as the roll, guide and other parts of the work, the surface roughness has been close to the level of laser quenching.
Laser quenching has been successfully applied to the surface strengthening of wearing parts in the metallurgical industry, machinery industry and petrochemical industry, especially in improving the service life of wearing parts such as rollers, guide weaves, gears and scissors blades, etc., Has made great economic and social benefits. In recent years in the mold, gears and other parts surface enhancement has also been more widely used.
Laser quenching features: quenching parts are not deformed 200mw laser pointer quenching thermal cycle fast, medium carbon steel, large shaft, almost no damage to the surface roughness. Anti-oxidation protective thin coating. Laser quenching is not cracking, precise quantitative CNC quenching. On the local, groove, groove quenching, precise positioning of CNC quenching, carbon steel. Laser quenching Clean, efficient, does not require water or oil and other cooling media Cast iron engine cylinder, quenching hardness than conventional methods, hardened layer of fine structure, good toughness.
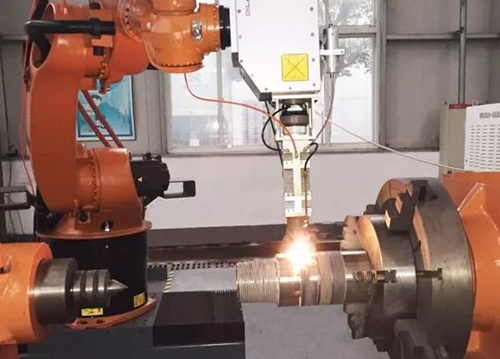
Laser quenching technology can be a variety of rails, large gears, journals, cylinder walls, molds, shock absorbers, friction wheel, roller, roller parts surface hardening. Suitable materials for medium and high carbon steel, cast iron. Application examples of laser quenching: laser hardening enhanced cast iron engine cylinder, HB230 hardness increased to HB680, increased service life of 2 to 3 times.